
හයිඩ්රොලික් නූල්ඩ් කාට්රිජ් කපාට පාලක RV10 / 12-22ab

විස්තර
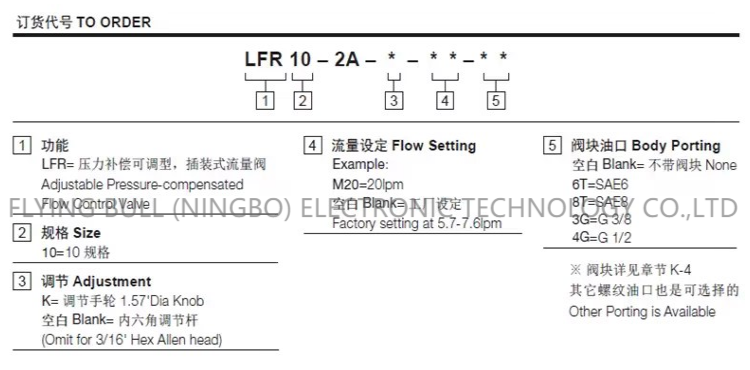
කපාට ක්රියාව:පීඩනය නියාමනය කරන්න
වර්ගය (නාලිකා පිහිටීම):සෘජු රංගන වර්ගය
ලින්සි ද්රව්ය:මිශ්ර වානේ
මුද්රා තැබීමේ ද්රව්ය:රබර්
උෂ්ණත්ව පරිසරය:සාමාන්ය වායුගෝලීය උෂ්ණත්වය
අදාළ කර්මාන්ත:යන්ත්රෝපකරණ
ධාවකය වර්ගය:විද්යුත් චුම්භකත්වය
අදාළ මාධ්යය:ඛනිජ තෙල් නිෂ්පාදන
අවධානය සඳහා ලකුණු
පළමුව, සහන කපාට පීඩන නියාමනය අසමත් වීමට හේතු
1. 1. වසන්තයේ පූර්ව තද බලයක් මඟින් වසන්තයේ පූර්ව දැඩි බලවේගය ගැලපුම් කාර්යයට ළඟා වී ඇති අතර එමඟින් වසන්තය එහි ප්රත්යාස්ථතාව නැති කරයි.
2. අවකලදී පීඩන රිලේ වල දඟර පුළුස්සා හෝ දුර්වල සම්බන්ධතාවයක් ඇති කර ඇත.
3. පීඩන මිනුමක මංකොල්ලකෑමේ දර්ශකය අපගමනය වන අතර එහි ප්රති shood ලයක් ලෙස සාවද්ය පීඩනයකි.
4, පීඩන නියාමනය කරන ලද කපාටය වසන්ත විරූපණය හෝ අස්ථි බිඳීම සහ වෙනත් දෝෂ.
දෙවනුව, සහන කපාට පීඩන නියාමනය අසමත් ද්රාවණය
1. වසන්තයේ පූර්ව තද කිරීමේ බලය පීඩනය නියාමනය කිරීමේදී නැවත සකස් කළ යුතුය. සැබෑ තත්වයට අනුව, අවම වශයෙන් 10-15 මි.මී. පීඩනය ඉහළ ගියහොත්, පූර්ව තද කිරීමේ බලය ඉතා කුඩා වන අතර එය නැවත සකස් කළ යුතුය.
2. පීඩනය ශ්රේණිගත අවශ්යතා සපුරාලන්නේ නැත්නම්, නිශ්චිත අගයට ළඟා වන තෙක් පිරික්සුම් සහන කපාටය සකස් කළ හැකිය. තෙවැන්න වන්නේ වසන්තයේ විරූපණය හෝ කැඩීම වෙනස් කිරීමයි, එබැවින් එය සකස් කළ හැක්කේ නව වසන්තයක් ප්රතිස්ථාපනය කිරීමෙන් පමණි.
සහන කපාට නියාමනය අසමත් වීම විශාල බලපෑමක් ඇති කරයි, විශේෂයෙන් උපකරණ ඉහළ බරින් යුක්ත වන විට. සහන කපාටය අක්රීය බව සොයාගත් විට, පළමු පියවර වන්නේ පීඩනය අඩු කර නැවත එය නැවත නිදහසට පත් කිරීම ය.
1. තෙරපුම් උපාංගය තෙල් කාන්දු වුව ද, කාන්දු වන නම්, කපාට හරය අතර මුද්රා තැබීමේ මුද්ද සහ තෙරපුම් කපාටයේ කපාට හානි සිදුවී ඇති අතර එහි ප්රති ing ලයක් ලෙස දුර්වල මුද්රා තැබීම විය හැකිය.
2. තෙරපුමේ මුද්රා තැබීමේ මතුපිටට අපද්රව්ය පරීක්ෂා කරන්න: අපද්රව්ය වසන්තය තදබදයක් හෝ තෙත් කිරීමේ හරය තෙරපිරීම අතරතුර කපාට අසුනේ මුද්රා තැබූ මතුපිටට පහර දෙන්න, එය තෙරපිරීමකිනි.
3. තෙරපුමේ මතුපිට රළුබව පරීක්ෂා කරන්න: තෙරේලියේ මතුපිට රළුබව සම්මත අවශ්යතා සපුරාලන්නේ නැති විට, නාලිකාවේ හරස්කඩ ප්රදේශය අඩු කිරීම පහසුය, ප්රවාහ අනුපාතය අඩු කර අවහිර වීම පහසුය.
4. ගලායාම සකස් කිරීම සඳහා එක්-මාර්ග තෙරපුම් කපාටය අසමත් වූ විට, තෙරපුම් කැබැල්ල මුලින්ම බිම විය යුතුය.
5. එක් මාර්ගයේ තෙරපුම් කපාටයේ ස්ථාපන ස්ථානය නිවැරදි දැයි පරීක්ෂා කරන්න. එය නිවැරදි නොවේ නම්, හයිඩ්රොලික් වැඩ කරන තත්ත්වය නැවත ගණනය කර ප්රවාහ ප්රතිරෝධක සංගුණකය තීරණය කරන්න. හයිඩ්රොලික් වැඩ කිරීමේ තත්ත්වය සහ හයිඩ්රොලික් ශේෂය නැවත ගණනය කිරීමෙන් පසුව, ගණනය කිරීම් ප්රති results ල අනුව එහි පීඩන මට්ටම තීරණය කර සුදුසු තෙරපුම් කපාට මාදිලිය තෝරන්න.
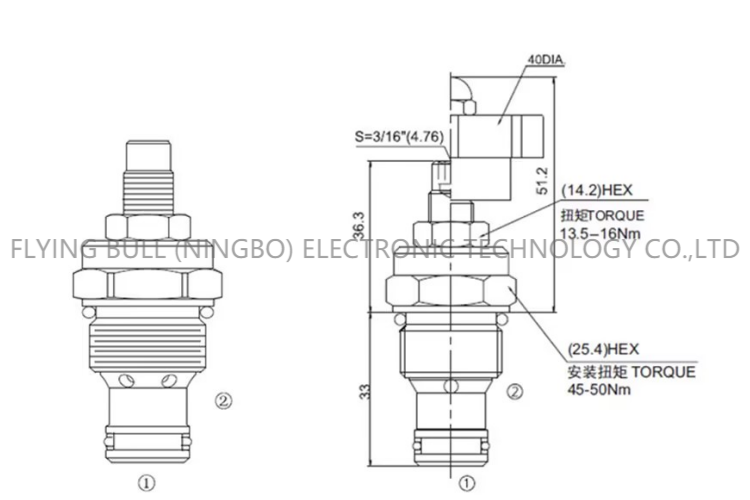
නිෂ්පාදන පිරිවිතර
සමාගම් විස්තර






සමාගම් වාසිය
ප්රවාහනය

නිති අසන පැණ
අදාළ නිෂ්පාදන








